西门子S7-200PLC与昆仑通泰MCGS触摸屏实现步进伺服电机控制及位置显示
PLC的Q0.0接脉冲信号,Q0.1接方向信号,这两个输出口必须接对。伺服驱动器的CN1端口里,PP/NP接脉冲信号,DIR接方向信号,记得要给驱动器的控制电源单独供电。最后说个实用技巧:在伺服驱动参数里把脉冲分频比设为10000 pulse/rev的话,PLC发送的脉冲数直接对应机械位置毫米值,省去换算麻烦。注意SMB67这个特殊寄存器的配置,16#0D对应的二进制是00001101,分别代表启
西门子S7-200PLC和昆仑通泰MCGS触摸屏控制步进伺服电机控制程序 可以实现步进电机的正转、反转控制,相对和绝对位置运动,电机复位找原点功能,显示电机的当前位置
直接上干货!今天咱们聊聊用西门子S7-200 PLC搭配昆仑通泰MCGS触摸屏控制步进伺服电机的实战经验。这个方案在自动化产线定位控制中特别实用,尤其是需要精准定位的送料机构。
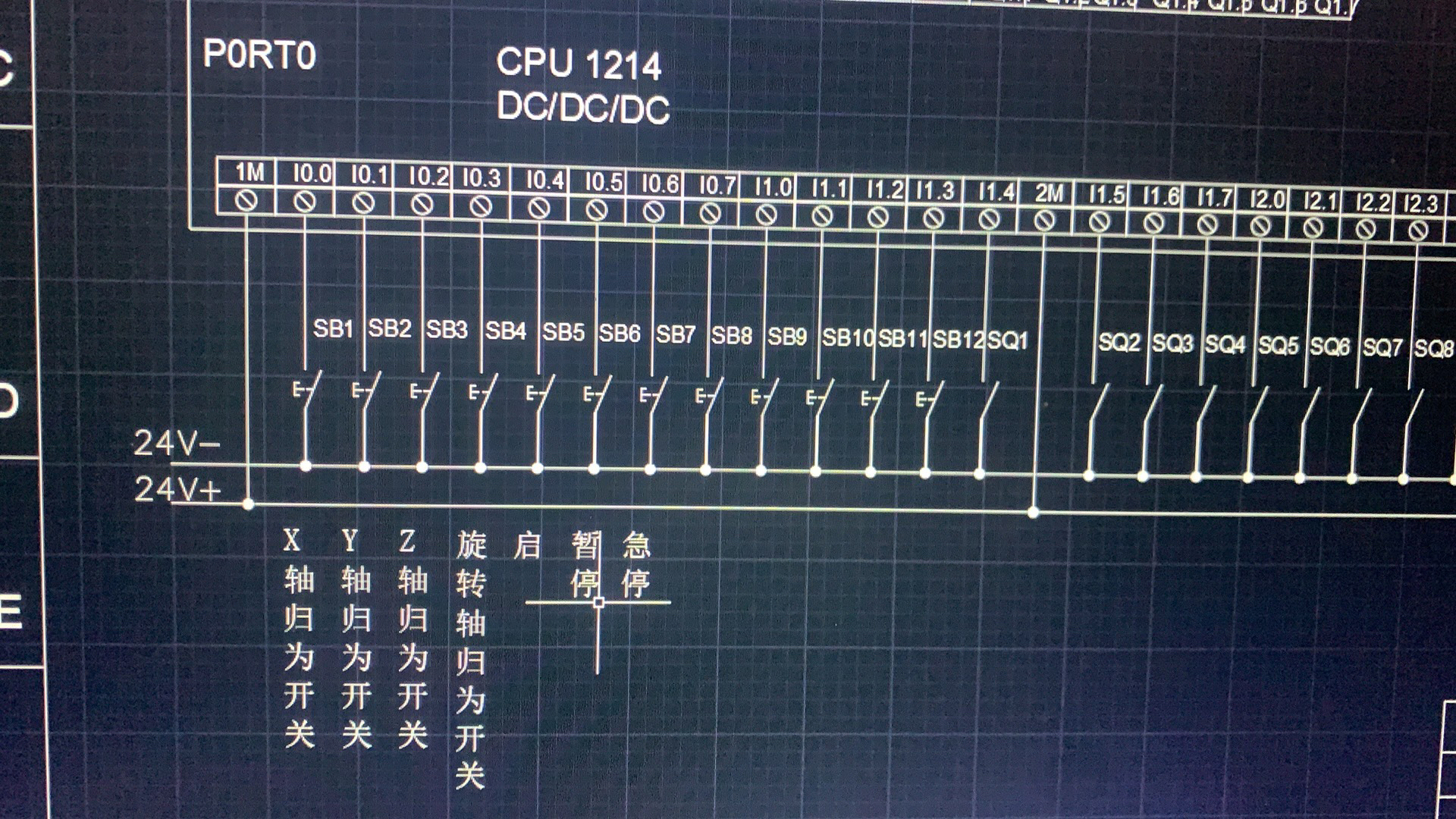
硬件接线先整明白
PLC的Q0.0接脉冲信号,Q0.1接方向信号,这两个输出口必须接对。伺服驱动器的CN1端口里,PP/NP接脉冲信号,DIR接方向信号,记得要给驱动器的控制电源单独供电。急停开关必须接入PLC的I0.0,安全回路不能马虎。
PLC程序核心代码(STL语言):
// 原点回归程序段
LD SM0.1
MOVB 16#0D, SMB67 // 设置PTO控制字节
MOVW +500, SMW168 // 初始脉冲频率500Hz
MOVD 500000, SMD172 // 总脉冲数50万(根据实际调整)
// 手动正转触发
LD M0.0 // 触摸屏正转按钮
PLS M0.0, 0 // 边沿触发
MOVW +2000, SMW168 // 运行频率2000Hz
MOVD 10000, SMD172 // 发送1万脉冲
PLS Q0.0, 0 // 启动脉冲输出这段代码的精髓在PLS指令的使用,边沿触发确保每次按钮按下只执行一次动作。注意SMB67这个特殊寄存器的配置,16#0D对应的二进制是00001101,分别代表启用PTO、单段操作、时间基准微秒等参数。
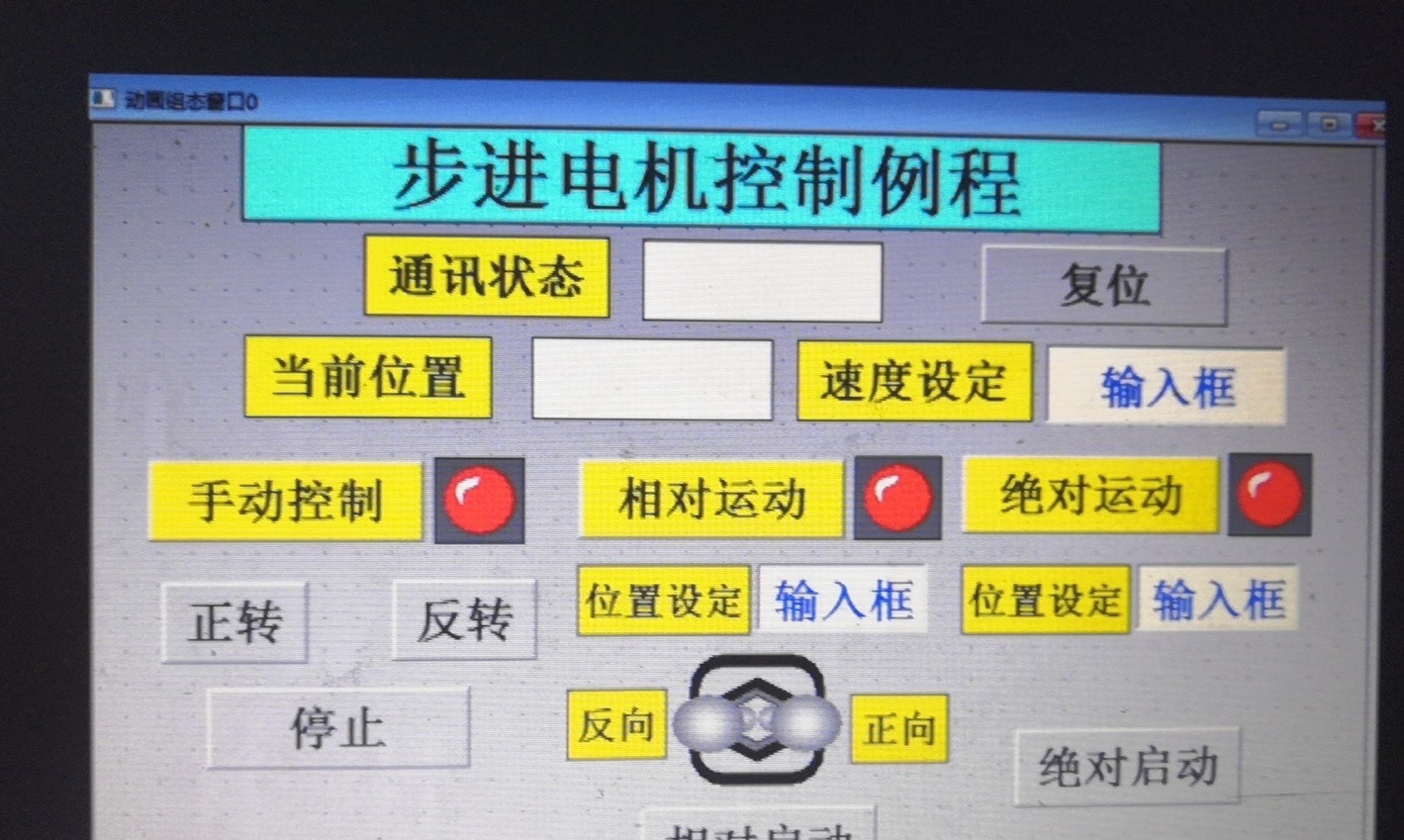
触摸屏关键配置:
在MCGS组态软件里,需要做这几个关键对象:
- 数值输入框关联VD200(目标位置)
- 指示灯关联V0.1(原点信号)
- 多状态按钮设置M0.0-M0.2(正/反转/复位)
- 曲线显示元件绑定VD210(实时位置)
重点说下绝对定位的实现逻辑:
// 绝对位置计算
LD M0.3 // 绝对运动启动信号
ITD VD200, VD204 // 将设定值转双整型
MOVD VD204, VD208 // 存储目标位置
-D VD210, VD208 // 计算相对脉冲数
MOVD VD208, SMD172 // 设定脉冲总量
PLS Q0.0, 0 // 执行定位这里用了双整型运算避免数据溢出,VD210是实时更新的当前位置寄存器,每次执行前都要做差值计算。
调试踩坑记录:
- 遇到过伺服电机抖动问题,后来发现是PTO脉冲输出的加减速没设置,在SMB167里加了16#A0参数搞定
- MCGS触摸屏数据刷新延迟,把VD210的采集周期从默认1秒改成200ms后流畅了
- 原点传感器信号要做滤波处理,在PLC程序里加了10ms延时确认,避免误触发
最后说个实用技巧:在伺服驱动参数里把脉冲分频比设为10000 pulse/rev的话,PLC发送的脉冲数直接对应机械位置毫米值,省去换算麻烦。比如要移动150mm,直接发15000个脉冲就行,现场调试效率直接翻倍。
这个方案目前已经在包装机送料机构稳定运行两年多,单轴控制精度能到±0.1mm,关键是成本比用专用运动控制器低一半还多。下次有机会再聊聊怎么用这个架构做多轴插补,那才是真功夫!
开源鸿蒙跨平台开发社区汇聚开发者与厂商,共建“一次开发,多端部署”的开源生态,致力于降低跨端开发门槛,推动万物智联创新。
更多推荐
 4
4 0
0- 0



 已为社区贡献1条内容
已为社区贡献1条内容

所有评论(0)